
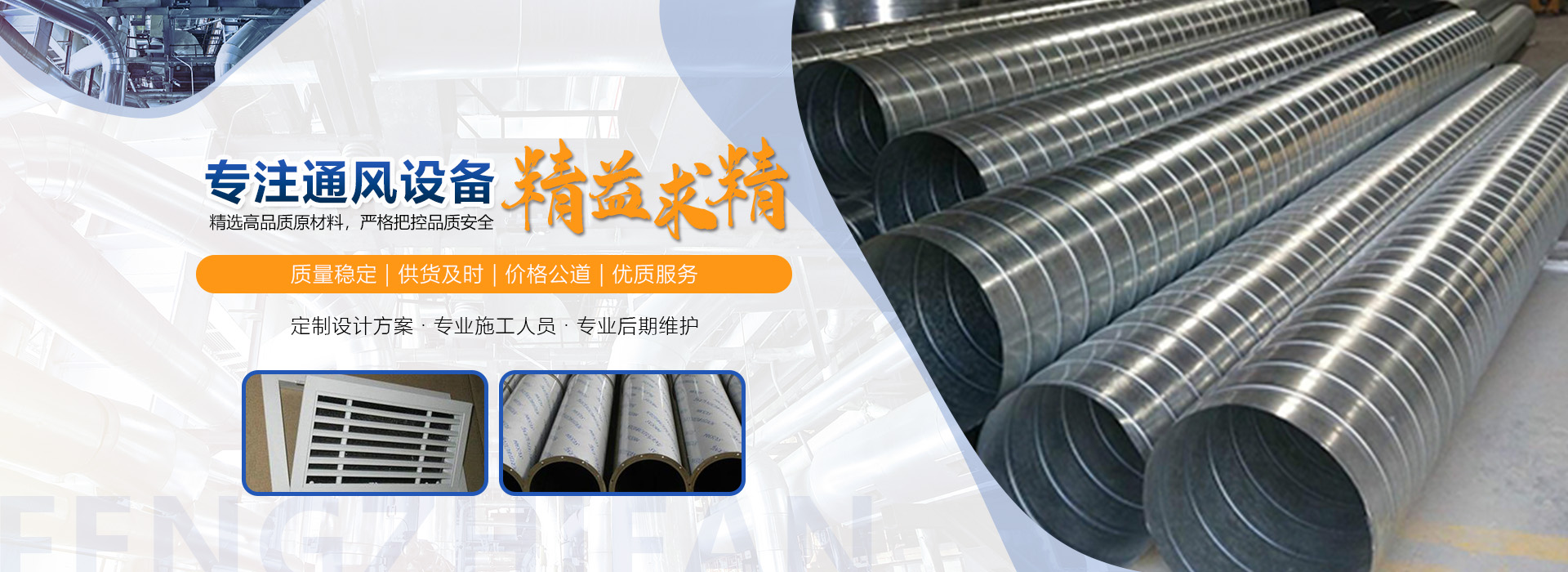




如何選擇通風管道的通風機
隨著科技的開展,每個行業每種產品都有優質產品和惡劣產品,很多客戶在選擇管道風機的時分面臨很多的困惑,怎樣選擇優質管道風機呢,是大家關注的一個問題。
1. 管道通風機選用控制參數為風量、全壓、效率、噪聲、電機功率等。
2.依據被保送氣體的物理、化學性質,選擇不同用處的通風機。如保送清潔空氣,應選擇普通通風機;保送易燃、易爆氣體,應選擇防爆通風機;保送腐蝕性氣體,應選用耐腐蝕風機。
3. 通風機選型時,應思索管路系統的漏風損失、計算誤差,以及通風機實踐風量、風壓的負偏向,普通采用風量為1.05~1.1,風壓為1.10~1.15的平安系數。但也不采用過大,以避免通風機長期處在低效率區運轉。

4. 留意管網阻力特性與通風機特性的匹配關系。為使通風機能穩定運轉,應使通風機在其zui高效率點左近工作,通風管道價格,
通風機的工作點位于性能曲線中全壓峰值點的右側(即大風量側,通風管道設備,且普通位于全壓峰值的80%)。
5.對有消聲請求的通風系統,應首先選擇效率高、葉輪圓周速度低的通風機,且使其在zui高效率點左近工作。還應依據通風系統產生噪聲和振動的傳播方式,采取相應的消聲和減振措施。
6. 管道通風機是經過對葉片外形的改動,使氣流在進入風機后,既有局部軸流作用,又產生局部離心作用,因而其性能介于軸流式風機和離心式風機之間。
7. 管道通風機能提供中風壓和中等風量,通風管道安裝多少一平,這關于目前的大多數高層民用建筑中的通風系統都是較適宜的。
通風管道加工操作流程
管道加工的技術人員詳細的介紹通風管道加工操作流程:
1、核對材料和規格是否符合設計要求,材質證明和合格證是否齊全,有開裂縮孔、起皺、分層等缺陷,應拒絕使用。
2、焊條要求:焊接碳素鋼的焊條采用E4303焊條,焊接16Mn鋼板的焊條采用E5016焊條。當16Mn鋼與碳素鋼接縫處E4316焊條。焊條使用之前,應按說明書進行烘干,并在使用中保持干燥,焊條藥皮應無脫落和明顯裂紋。
3、卷焊管材壁厚≥ 6mm應在下料時,打好坡口,用坡口機加工坡口。
4、先做壓頭處理,再進行卷制。

5、根據卷管直徑制作校圓樣板,弧長為管子周長的1/6~1/4,不貼合間隙符合規定要求。
6、管子、管件組對時,通風管道,應檢查坡口質量。并對坡口內外側進行清理,有銹垢可采用砂輪機磨光。
7、壁厚不同的管子對焊時,兩管壁厚之差不得大于管壁厚度的15%,并不得超過3mm。
8、不同直徑的管子對焊時,可將大管焊接端抽條加工成大小頭,也可采用鋼板制作大小頭。
9、正式施工焊的材料焊接工藝相同。
7、一般先涂刷二道紅丹酚醛防銹漆,再涂刷兩道各色油性調和各種磁漆。


 在線客服
在線客服 18158850600
18158850600 393172868@qq.com
393172868@qq.com


